|
جزئیات محصول:
|
| شرایط: | جدید | وضعیت پودر: | 380V/50HZ یا سفارشی |
|---|---|---|---|
| ظرفیت: | 150-220 کیلوگرم در ساعت یا سفارشی | قطر لوله: | 20-110 میلی متر یا سفارشی |
| مواد مناسب: | HDPE PPR LDPE LLDPE | ||
| برجسته کردن: | خط تولید لوله PPR پلاستیک 20 میلی متر,خط تولید لوله PPR 110 میلی متر,دستگاه اکسترودر لوله PPR 110 میلی متر |
||
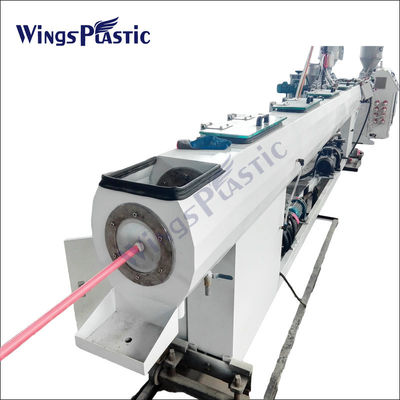
خط تولید ماشین تخلیه لوله های پلاستیکی PPR
جریان تولید:
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
چگونگی حل مشکلات در فرآیند تولید لوله های PPR
1وجود علائم سوختگی در سطح لوله ممکن است به دلیل دمای بیش از حد در بدن یا بینی باشد. سر ماشین و فیلتر به طور کامل تمیز نمی شوند.ناخالصی ها در مواد دانه دار· ثبات حرارتی ضعیف مواد اولیه یا دوز کافی از ثبات حرارتی؛ ابزار کنترل دمای خراب است.
2خطوط سیاه روی سطح لوله ممکن است به دلیل دمای بالای سر و تمیز کردن کامل فیلتر باشد.
3عدم درخشش روی سطح لوله ممکن است به دلیل دمای کم یا بالا قالب باشد.
4چروک ها در سطح لوله ممکن است به دلیل دمای نامناسب در اطراف قالب باشد؛ آب خنک کننده بیش از حد داغ است؛ کشش بیش از حد کند است.
5. خشکی دیواره داخلی لوله ممکن است به دلیل دمای پایین میله هسته باشد. دمای بدن بیش از حد پایین است. دمای پیچ بیش از حد بالا است.
6شکاف در دیواره داخلی لوله ممکن است به دلیل ناخالصی در مواد باشد؛ دمای میله هسته بیش از حد پایین است؛ دمای بدن پایین است؛ سرعت کششی بیش از حد سریع است.
7دیواره داخلی لوله ممکن است ناهموار باشد که ممکن است منجر به دمای پیچ بیش از حد بالا شود. سرعت پیچ بیش از حد سریع است.
8ممکن است حباب هایی روی دیواره داخلی لوله وجود داشته باشد که ممکن است مرطوب شده باشند.
9. ضخامت نامنظم دیواره لوله ممکن است منجر به قالب دهان و قالب هسته ای نشود. دمای سر نامنظم. کشش ناپایدار. هوا فشرده ناپایدار است.
10. خم شدن لوله ممکن است منجر به ضخامت دیواری نابرابر شود. دمای نابرابر در اطراف سر ماشین. شکاف خنک کننده سر ماشین و مرکز برش کشش هم تراز نیستند.سوراخ ها در هر دو انتهای خروجی خنک کننده متمرکز نیستند.
11. محصول ممکن است به دلیل پلاستیزاسیون ناکافی بدن شکننده شود. سرعت پیچ بیش از حد سریع است. دمای سر بیش از حد پایین است. واسکوسیت رزین بیش از حد بالا است.
12. انقباض طولی یا قطری بزرگ لوله ممکن است منجر به تفاوت شعاعی بزرگ بین قطر دستکش اندازه گیری و قطر داخلی قالب (قطر) شود.سرعت کششی بیش از حد بالا است (در طول).
13. تخلیه ناگهانی آهسته ممکن است منجر به دمای بالا در بخش تغذیه پیچ شود. ورود آب به بدن هواپیما. فشار ذوب در سر ماشین کم است.
![]()

اطلاعات اساسی ماشین:
| اندازه اکستروژر | موتور اصلی | حداکثر ظرفیت | قطر لوله |
| 65/33 | ۳۷ کیلو وات | 150kg/h | 16 تا 63 میلی متر |
| 65/33-H | ۴۵ کیلو وات | 180kg/h | 16 تا 63 میلی متر |
| 65/33-H | ۵۵ کیلو وات | 200 کیلوگرم در ساعت | 20 تا 110 میلی متر |
![]()
تماس با شخص: Mr. Wang
تلفن: +86 15092066953
فکس: 86--532-87252290


 Persian
Persian